Where:
y – the yield of the i-th product, %;
A is an indicator that determines the dependence of the cost of the product on its whiteness, UAH (t*t of RH-BPL);
Bi – whiteness of the i-th product, unit. RZ-BPL;
Cc – the cost of grain, UAH/t.
The analysis of the values of the complex efficiency indicator K showed that the economically feasible values of the total flour yield for most milling batches of wheat of domestic origin, which are close to the basic conditions in quality, are within 73…74%.
Scientifically substantiated and developed innovative methods for reducing the structures of grain preparation and milling states in varietal bakery wheat milling. The use of hulling as a means of preparing grain for milling makes it possible to increase the efficiency of grain cleaning, intensify the technological processes of its HMT, and reduce the specific content of hulls and grain strength, which further increases the efficiency of the groat formation process. The most reduced structure has been developed (Table 3), which ensures the efficiency of grain preparation for milling.
Table 3. Technological operations of the most reduced structure of grain preparation for milling
| Technological operations | Equipment used | Substage |
| Separation of large impurity | Sieve separator | Cleaning from impurities |
| Primary peeling | Peeling machine | Cleaning from impurities Surface treatment |
| Allocation of a light impurity | Air separator | Cleaning from impurities |
| Grain heating | Heater | WTO |
| Moisturizing | Humidifying machine | WTO |
| Dehumidification | Bunkers | WTO |
| Secondary peeling | Peeling machine | Cleaning from impurities Surface treatment |
| Allocation of a light impurity | Air separator | Cleaning from impurities |
The analysis of the maximally reduced structure indicates the need for its development when solving the practical tasks of grain preparation for grinding depending on the following areas of application of husking operations:
- the main means of grain preparation, which provides a significant reduction in the structure of the state of preparation, and also creates conditions for reducing the structure and reducing the energy intensity of further grinding (Table 4);
- additional means of grain preparation, which ensures the reduction of the structure of its sub-stages, for example WTO (Table 5);
- an additional means of increasing the efficiency of grain preparation for grinding, which excludes the use of operations with duplicative functions or functions that have lost their usefulness.
Table 4. Technological operations of the structure using peeling as the main means of grain preparation for grinding
| Technological operations | Equipment used | Substage |
| Separation | Sieve-air separator | Cleaning from impurities |
| Separation of mineral admixture | Stone picker | Cleaning from impurities |
| Selection of a short admixture | Trier-puppet selector | Cleaning from impurities |
| Primary peelingPeeling machine | Cleaning from impurities Surface treatment |
|
| Allocation of a light impurity | Air separator | Cleaning from impurities |
| Grain heating | Heater | WTO |
| Moisturizing | Humidifying machine | WTO |
| Dehumidification | Bunkers | WTO |
| Secondary peeling | Peeling machine | Cleaning from impurities Surface treatment |
| Allocation of a light impurity | Separation | Cleaning from impurities |
Table 5. Technological operations of the structure using hulling as an additional means of grain preparation at the WTO sub-stage
| Technological operations | Equipment used | Pedetap |
| Separation | Sieve-air separator | Cleaning from impurities |
| Separation of mineral impurity | Stone picker | Cleaning from impurities |
| Selection of long impurity | Trier-all-round selector (Hub) |
Cleaning from impurities |
| Selection of a short admixture | Puppy Picker Trier | Cleaning from impurities |
| Husking the grain | Peeling machine | Grain surface treatment Cleaning from impurities |
| Separation of a light impurity | Air separator | Cleaning from impurities |
| Heating the grain | Heater | WTO |
| Moisturization | Humidifying Machine | WTO |
| Dehumidification | Bunkers | WTO |
| Separation of a light impurity | Air separator | Cleaning from impurities |
Compared to the typical structure, which includes 17 operations to prepare grain for milling, the use of hulling as the main means of such preparation allows reducing the number of operations to 10.
The implementation of the last of the above directions of using hulling operations is most acceptable when reconstructing existing flour mills with typical or close to typical preparation structures. In this case, for example, the improved structure may include a hulling operation for the entire grain flow or a small fraction of it, which is carried out after conditioning.
Measures have been developed to intensify technological processes and reduce the structure of the grain milling stage, which include:
- application of low modes of hulled grain grinding, which allows to reduce the number of systems and the length of the rolling line of the hulled process while increasing the number and quality of intermediate products (especially large ones)
.
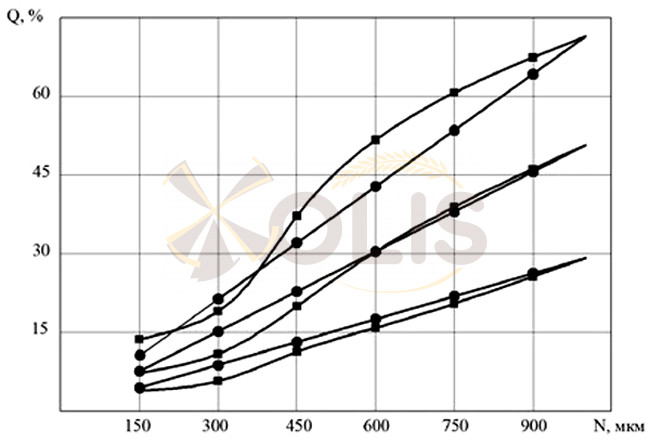
Fig. 12. Dependence of the amount of the extracted grinding product on the first system of hulled wheat grain Q on the linear dimensions of the sieve openings N:
■ – experimental data;
● – data calculated using the above formulas.The analysis of methods of mathematical modelling and design of technological processes of the grinding mill of varietal bakery grinds of wheat was carried out and the possibility and expediency of their use in determining the quantitative characteristics of flows in reduced grinding structures was substantiated. It has been verified (Fig. 12) that the following formulas can be used for the engineering calculations of flows in reduced hulled grain grinding structures within the values of the total product of 30…70 % required in design practice.
The amount of ladder product Qcx from the i-th sieve:

where - Q – the amount of product received on this system, %;</li
- В – the value of the product, which is set by the sieve passage, %;</li
- Ni – linear size of the holes of the i-th sieve, µm;</li
- N – the linear size of the sieve holes, which is used to set the value of the product B, µm.
.
The amount of intermediate product Qnc obtained by passing a sieve with linear mesh sizes Ni and descending from a sieve with linear mesh sizes Ni-1:

The amount of passing product Qpp from the i-th sieve:
To implement the developed innovative methods of reducing the structures of the stages of grain preparation and grinding in varietal bakery grinding of wheat, the necessary hardware has been determined and the basics of their creation and improvement have been developed.The amount of passage product Qpp from the ith sieve is as follows
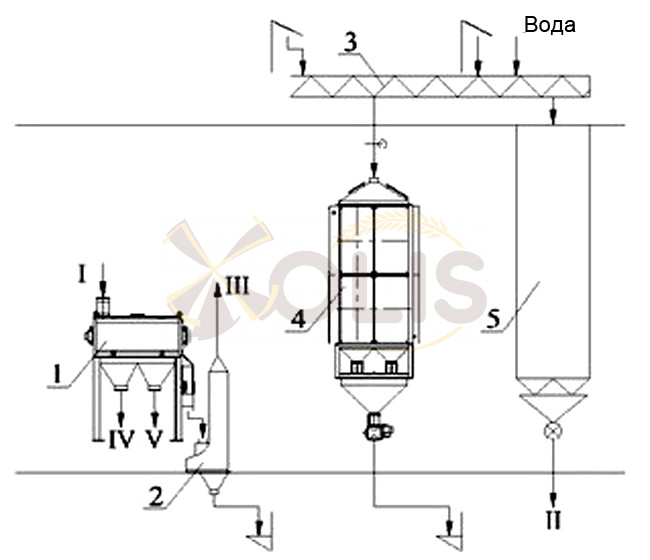
Fig. 13. Technological scheme of air conditioning:
- 1 – upholstery peeling machine type MAO;</li
- 2 – air separator of wattle A1-BNA;</li
- 3 – screw conveyor;</li
- 4 – grain heater type PZ;</li
- 5 – humidification hopper.
- I – grain after cleaning;</li
- II – conditioned grain;</li
- III – into the aspiration system;</li
- IV – upholstery dust; V – bran
.
The fifth chapter “Comprehensive assessment of innovative methods for reducing varietal bread-making wheat grinds” presents the construction, principle of operation, technical characteristics and results of bench tests of new and improved technological equipment:
- Cascade design peeling and grinding machine (patent of Ukraine for invention No. 97616);</li
- grain heaters of the PZ type;</li
.As a result of the production testing, the technical characteristics were clarified and the efficiency of new and improved technological equipment was checked, and the effectiveness of the developed methods of reducing structures was assessed.
Preparation of grain for WTO (Fig. 13) using the operation of its surface treatment in the MAO tanning and hulling machine with the separation of hulling dust and hulls in the amount of 1.5…2.5 % ensures efficient cold conditioning of the vast majority of wheat batches in one stage while reducing the duration of humidification by 25 %. Electricity consumption for this grain processing is 2.3…3.0 kWh/t.
The use of a grain heater of the PZ type immediately before the WTO ensures reliable flour production without reducing its yield and quality during the cold periods of the year. When the grain is heated in the PZ-type heater from 3…5 °C to 15…18 °C using electricity, its consumption is 7.2…8.4 kWh/t, which is economically feasible given the milling results.

Fig. 14. Technological scheme of grain preparation by fractionation and hulling of the separated fine fraction:
- 1 – sieve separator of the LUCH ZSO type;</li
- 2 – hopper;</li
- 3 – a peeling and grinding machine of the Cascade design;</li
- 4 – upholstery machine for wattle fence R3-BGO;</li
- 5 – air separator for wattle fence P3-BNA.
- I – conditioned grain;</li
- II – crushed grain;</li
- III – into the aspiration system;</li
.
Preparation of conditioned grain for milling using the technological operation of its processing in hulling and grinding machines of the Cascade design provides a hulling index value of up to 8.0%, as well as an ash content reduction of 0.2…0.3%, while the power consumption is 15…20% less compared to processing in machines of other known designs. At the same time, the uniformity of processing of individual grains is observed, and the increase in broken grains as a result of hulling does not exceed 0.8 %. The conclusions of laboratory studies have been confirmed that with an effective hulling mode, the quality of hulling products practically does not depend on the degree of filling of the working area of the hulling and grinding machine and is determined by the value of the hulling index.
The efficiency of grain cleaning by fractionation with subsequent hulling of the separated fine fraction (Fig. 14) is about 50% with an ash content of up to 0.05%.
It has been established that the process of cereal formation using low modes of hulled grain grinding can be effectively implemented in two or even one hulled system. At the same time, in comparison with traditional modes of grinding non-hulled grain, an increase in the quality of intermediate products is ensured.
Processing of large intermediate products of increased quality obtained as a result of hulled grain grinding in sieve machines allows to increase the efficiency of sieve beneficiation by increasing the productivity of the passing fractions.
The use of ESM-1.5 dismembrators in the technology of grinding intermediate products of the first and second quality, as well as grinding shell particles after rollers, allows intensifying the grinding and grinding technological processes, as well as reducing their length. The technological feasibility of grinding shell products by the following structures has been established: roller mill – dismemberer – grinding machine – sieving and dismemberer – sieving. It is confirmed that the energy intensity of grinding in a dismemberer is significantly lower compared to a roller mill.
The sixth chapter, “Substantiation of the structure and modes of grinding using innovative technologies, evaluation of their effectiveness,” proposes a new principle of integrated modular design of flour mills. Universal standard technological modules without enrichment of grinding products with a capacity of 30 tonnes per day and with sieve enrichment with a capacity of 60 tonnes per day have been developed as a basis for creating plants of different capacities.
Grain preparation for milling in each of the technological modules is carried out according to the technological scheme (Fig. 15), where a stone separator and a trier-cookie separator for low-capacity plants are used as needed.

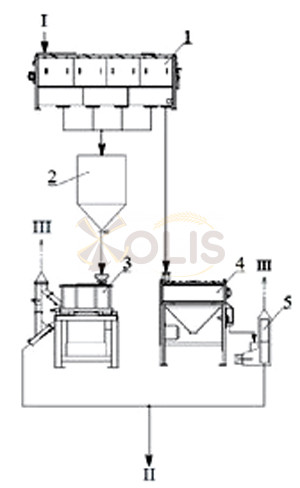
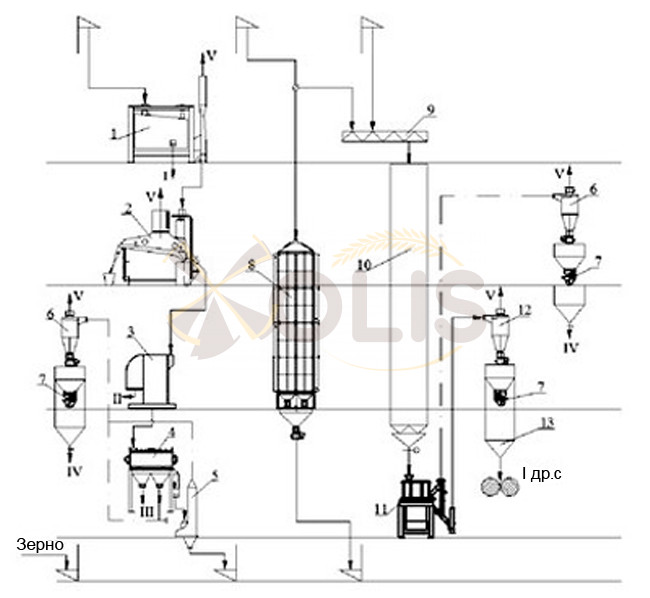
Fig. 15. Schematic flow chart of the stage of grain preparation for grinding of the universal technological module:
-
-
- 1 – sieve-air separator;</li
- 2 – stone separator; 3 – trier-cookie separator;</li
- 4 – upholstery peeling machine
- 5 – air separator; 6 – cyclone; 7 – scales;</li
- 8 – grain heater; 9 – screw conveyor;</li
- 10 – hopper for grain moistening;</li
- 11 – peeling and grinding machine;</li
- 12 – cyclone unloader; 13 – hopper.
- I – the east of the sorting and the passage of the sowing sieves of the separator;</li
- II – tares; III – upholstery dust;</li
- IV – separate shells;</li
- V – air to the aspiration and pneumatic transport networks.
.
-
.
.

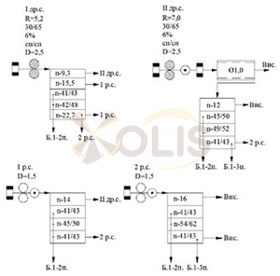
Fig. 16. Schematic diagram of the grain grinding stage of the universal standard module without beneficiation
The technological scheme of the grain milling stage of a typical module without beneficiation (Fig. 16) involves the use of two crushing and two grinding systems. The hulls are milled according to the following structure: rolling machine – dismemberer – grinding machine – sieving machine.
We have developed technological schemes for 30 and 60 tonnes per day flour mills using a universal standard module without enrichment of intermediate products. The analysis of the quantitative and qualitative balance (Table 6) of the existing flour mill and possible options for the formation of flour grades (Table 7) confirm the technical feasibility of efficiently carrying out both multi-grade milling and single-grade milling with the output of higher-grade flour, without using the processes of enrichment of intermediate products.
Table 6. Quantitative and qualitative balance of a flour mill created using a typical module without beneficiation (yield, % / ash content, %)
System Load, % I other p. II dr. p. 1 year s. 2 years s Flour of a better variety 1st grade flour 2nd grade flour Brans Cascade 100 / 1.64 93.2 / 1.44 6.8 / 4.35 And other p. 93.2 / 1.44 29.3 / 2.8 45.7 / 0.91 7.0 / 0.62 11.2 / 0.57 II dr. p. 31.6 / 2.85 3.7 / 0.8 9.4 / 0.67 1.0 / 1.3 17.5 / 4.53 1 year s. 45.7 / 0.91 2.3 / 3.43 8.4 / 1.85 35.0 / 0.52 2 yrs. 19.1 / 1.2 7.0 / 0.59 9.1 / 0.77 0.7 / 1.06 2.3 / 4.66 Together 53.2 / 0.54 18.5 / 0.72 1.7 / 1.2 26.6 / 4.5 Table 7. Formation of flour grades at a flour mill created using a typical module without beneficiation
Type of flour Single grade grinding Two-grade grinding Three-grade grinding output, % whiteness, um. unit P3-BPL output, % whiteness, um. unit P3-BPL output, % whiteness, um. unit P3-BPL higher 70.0 57 58.0 58 53.2 59 first 13.5 43 18.5 45 second 1.7 21 together 70 71.5 73.4 
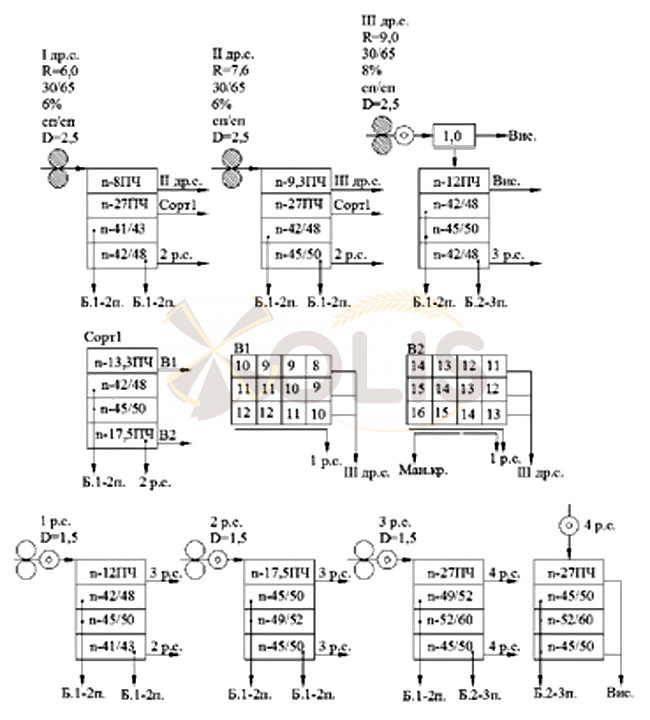
We have developed flow diagrams of flour mills of 60, 120, 180 and 240 t/day using a universal standard technological module with sieve enrichment of intermediate products (Fig. 17). The analysis of the quantitative and qualitative balance (Table 8) of the existing flour mill and possible options for the formation of flour grades (Table 9) confirms the correctness of the decisions made to ensure the efficiency of grinding.
Table 8. Quantitative and qualitative balance of a flour mill created using a typical module with a sieve enrichment (yield, % / ash content, %)
System The load, % I other p. II other p. III other p. Grade 1 В1 В2 1 r. p. 2 r. p. 3 r. p. 4 r. p. B. V.S. B. 1 p. B. 2 p. Man. Cr. Bran Cascade 100.0 / 1.95 93.5 / 1.46 6.5 / 4.35 I other p. 93.5 / 1.46 59.0 / 1.76 21.3 / 1.15 4.7 / 0.67 7.3 / 0.61 1.2 / 0.73 II other p. 59.0 / 1.76 16.5 / 3.86 30.9 / 1.07 2.4 / 0.54> 6.8 / 0.59 2.4 / 0.69 III other p. 25.7 / 3.44 7.8 / 1.36 1.2 / 0.83 1.1 / 1.31 15.6 / 4.84 Grade 1 52.2 / 1.10 18.6 / 1.36 12.1 / 1.12 12.9 / 1.01 5.4 / 0.63 3.2 / 0.72 D1 18.6 / 1.36 5.6 / 3.13 13.0 / 0.60 В2 12.1 / 1.12 3.6 / 2.04 6.0 / 0.19 2.5 / 0.58 1 r. p. 19.0 / 0.66 3.9 / 1.24 0.3 / 1.73 14.2 / 0.48 0.5 / 0.58 2 r. p. 23.9 / 0.93 6.3 / 2.09 17.2 / 0.51 0.4 / 0.60 3 r. p. 14.4 / 1.69 4.5 / 4.13 8.8 / 0.56 1.1 / 0.66 4 r. p. 4.5 / 4.13 0.5 / 0.79 0.5 / 1.08 3.5 / 5.06 Total 59.8 / 0.54 10.5 / 0.73 1.6 / 1.24 25.6 / 4.75 The structures, modes and technological schemes of flour mills with complete equipment for their reconstruction were created to solve the most pressing problems in the industry according to the following options:
- increasing the yield of high-grade flour, reducing production losses, provided that reconstruction works are carried out in the shortest possible time and with minimum capital expenditures;
- maximum increase in the yield of high-grade flour at the minimum possible costs for its production;
- increasing the productivity of the flour mill to 320 t/day due to the rational use of existing equipment while increasing the yield of high-grade flour and reducing production costs.
Table 9. Formation of flour varieties at a flour mill created using a typical module with sieve enrichment
Type of flour Single grade grinding Two-grade grinding Three-grade grinding output, % whiteness, um. unit P3-BPL output, % whiteness, um. unit P3-BPL output, % whiteness, um. unit P3-BPL higher 72.0 57 65.0 59 62.3 59 first 8.0 39 10.5 44 second 1.6 20 together 72.0 73.0 74.4 The experience of more than 20 flour mills with a capacity of 30…200 tonnes per day for five years has shown that the use of the technologies proposed in this paper reliably ensures the production of bakery flour in accordance with the current requirements.
The implementation of the developed technologies makes it possible to increase the yield of high-grade flour by 10…20 % on average and the total yield by 12 % at low-capacity flour mills during multi-grade milling, as well as to provide the possibility of single-grade milling with the yield of high-grade flour. The most appropriate in terms of technical and economic indicators is a flour mill with a capacity of 60 t/day, which is implemented without the use of enrichment processes. To create 1 tonne of daily productivity of such a flour mill, 1.7 times less weight of equipment and 1.63 times less capital expenditure on its purchase are required. In addition, processing 1 tonne of grain requires 1.08 times less installed capacity and 2 times less air.
Middle and large capacity flour mills, which are built using the developed technologies with the use of sieve beneficiation, are characterised by a 10…15% increase in the yield of premium flour during multi-grade milling, and a guaranteed single-grade milling with a premium flour yield of about 72.0%. To create 1 tonne of daily productivity of the proposed production facilities, an average of 1.3 times less weight of equipment and capital for its purchase is required. In addition, such flour mills require 1.05 times less installed capacity and 1.4 times less air to process 1 tonne of grain.
When reconstructing flour mills with complete equipment, the proposed reconstruction options provide for an increase in the output of premium flour by 5…15% in multi-grade milling, and a significant reduction in material consumption and the cost of the equipment used.