






























Технічний директор ТОВ «ОЛИС», к.т.н. Верещинський О.П.
Завдання підвищення якості та виходу борошна залишаються актуальними для більшості млинів сортового помелу пшениці, що вимагає пошуку гарантованих і економічно виправданих шляхів їх вирішення. Одним з напрямків такого пошуку є використання процесу обробки зерна на етапах його підготування до помелу, відомого за кордоном під терміном «debraning». Дебраннінг – похідна від слова «bran» (висівки), яку можна перевести, як лущення, відповідно машину, для реалізації процесу лущення, тобто лущильник, називають «debraner» (дебраннер).
Зняти з пшениці оболонку, а потім її розмолоти – ідея не нова і навіть, на перший погляд, не позбавлена логіки. Як відомо, у процесі лущення з поверхні зерен віддаляється значна частина оболонок, частинки пилу, мікроорганізми, а сама зернова маса додатково очищається від більшості домішок, що містяться у ній. Таким чином, зерно пшениці повинно набувати більш високі борошномельні характеристики, що, у свою чергу, повинно сприятливо позначатися на результатах помелу, особливо сортового.
Разом з тим, зерно, що піддане лущенню, сильно відрізняється від початкового зерна фізико-механічними, біохімічними, фізіологічними та іншими властивостями. Очевидно, що при використанні лущення більшість процесів у структурі помелу виходять за межи закономірностей, що вивчені і традиційно застосовуються. Таким чином, можливість практичного використання простої, на перший погляд, ідеї вимагає розробки нової технології, та її апаратного забезпечення.
У вітчизняному борошномеленні найбільш значущими у цьому напрямку були дослідження І.Т. Мерко, І.Р. Дударєва, що проводилися у ОТІХП (м. Одеса), а також роботи Б.М. Максимчука, Г.А. Єгорова та інших дослідників, що проводилися у ВНДІЗі і МТІХПі (м. Москва). У результаті були вивчені зміни властивостей зерна у процесі підготування пшениці до помелу методом лущення, запропоновані можливі шляхи реалізації зазначеного процесу, а також описаний позитивний ефект, який отриманий у результаті експериментального помелу.
Існують відомості про роботу у цьому напрямку і за кордоном. Так, наприклад, у статті «Визначення зольності – корисний стандарт або марна трата часу?» дослідники з Великобританії, Нідерландів та Австралії розкривають механізм підвищення білості борошна, що одержують у результаті віддалення перед помелом «верхнього шару висівок». Відзначається, що у результаті такої обробки поліпшуються і хлібопекарські властивості борошна, зокрема, його тістоутворювальна здатність.
Нова технологія знезараження зерна, що пропонована з недавнього часу фірмою «Бюлер», передбачає очищення поверхні пшениці лущенням. Зокрема зазначається, що після такої обробки борошно виходить з більш високим показником білості, у ньому зменшується кількість частинок оболонок і поліпшується його зовнішній вигляд.
Дебраннінг, як нова технологія помелу, машини для його реалізації, переваги та одержуваний позитивний ефект декларуються і у матеріалах фірми PROKOP.
Однак, у такій величезній і розвинутій галузі, як вітчизняне борошномелення, невідомі випадки промислового застосування розглянутого технологічного прийому ні вітчизняними, ні закордонними розробниками. За нашим припущенням, причиною тому є відсутність по-справжньому апробованої технології та засобів її реалізації, що дозволяють ефект дослідного помелу гарантовано перетворити у економічний ефект на промисловому рівні.
І все ж, вивчивши усі доступні результати робіт, пов’язаних з дебраннінгом, ми визнали зазначений напрямок досить перспективним у плані практичного використання. Як результат, з 2000 року почалися наші власні пошуки, дослідження та впровадження. Вже перші досліди підтвердили, що при підготуванні зерна до помелу процеси лущення у своєму впливі тісно переплітаються з процесами кондиціювання. Лущене зерно значно інтенсивніше і рівномірніше поглинає вологу з великими її приростами. Цей ефект важливо використати для скорочення часу і підвищення якості кондиціювання. Разом з тим, було встановлено, що ефект значного підвищення білості борошна настає при відділенні оболонок більше 5 %, а в деяких випадках 8 % і навіть 10 % від маси зерна. При такому ступені обробки неминуче травмується зародок, який грає виключно позитивну роль у процесах кондиціювання, а зволожене зерно стає схильним до злежування. Таким чином, з урахуванням майбутніх процесів кондиціювання, обробку поверхні необхідно вести ретельно, але у дуже щадних режимах. Для виконання зазначеного завдання найкращим чином підходить машина марки МАО, що розроблена нами, як більш ефективний аналог існуючих оббивальних машин (Фото 1).

Сутність конструкції та особливості її роботи детально викладені у статті «Обробка поверхні зерна на млинах», журнал «Хранение и переработка» №5, 2005 р. У результаті взаємодій з робочими органами, у даній машині відбувається відділення оболонок у кількості 1,5-2,0 % від маси зерна. Зазначене призводить до зниження його зольності на 0,05-0,08 %, підвищення натури на 15-20 г/л і зниження вмісту сміттєвої домішки на 30-40 %. Наведені дані показують, що машина МАО справді значно ефективніша оббивальних машин типу А1-БГО і А1-БМО, що традиційно використовуються. При цьому, зерно практично не травмується, а його поверхня набуває шорстку поверхню. Для рівномірного зволоження такого зерна не потрібні машини інтенсивного зволоження типу А1-БШМ, які енергоємні і також травмують як саме зерно, так і його зародок. Досить ефективне зволоження можна організувати, розпорошуючи воду навіть у звичайному шнековому транспортері довжиною кілька метрів, забезпечуючи, в разі необхідності, надійне прирощення вологи до 5-6 %. При цьому, за рахунок збільшення швидкості поглинання вологи, час відволоження можливо скоротити на 30 %, що особливо актуально при переробці сухого, склоподібного зерна.
Наші спостереження показали, що зняття оболонок у значних кількостях найбільш доцільно проводити перед останнім етапом кондиціювання, передбачаючи два, а для сухого і склоподібного зерна – три етапи в разі застосування методу холодного кондиціювання. Спроби використовувати для зазначеної мети відомі у промисловості лущильні та лущильно-шліфувальні машини, у т.ч. різні модифікації А1-ЗШН, виявилися неспроможними. Разом з тим, накопичений досвід дозволив сформулювати основні вимоги до необхідної машині. Така машина повинна забезпечувати високі ступені лущення і вирівняння обробки без створення оголених ділянок ендосперму. Процес лущення повинен здійснюватися з невисокою енергоємністю і бути стабільним на зерні з вологістю до 17%. Крім того, машина повинна легко управлятися і налаштовуватися на будь-які коефіцієнти лущення із вимогових меж, бути надійною і інтегруватися в АСУ млина. Зазначеним вимогам відповідає розроблена нами конструкція машини під назвою «Каскад», та її модельний ряд, що включає чотири моделі різної продуктивності. Підходи до створення даної машини, конструктивні особливості і забезпечуваний ефект докладно наведені у статті: «Нові машини для високоефективної обробки поверхні зерна», журнал «Хранение и переработка» №5, 2002 р. Стосовно до лущення пшениці, у межах її підготування до помелу, обробка у «Каскаді» надійно забезпечує зниження зольності зерна на 0,2-0,3 %, що на порядок вище, ніж у традиційних лініях підготування зерна, оснащених оббивальними, мийними машинами або машинами мокрого лущення. Аналіз відокремлених висівок на зольність показав, що при необхідних ступенях лущення величина їх зольності приблизно відповідає зольності висівок розмельного відділення. Зазначене свідчить про те, що відділення значної частини висівок у машинах «Каскад» до розмелювання зерна не тягне за собою утрат борошна, що впливають на його вихід. До такого ж висновку приводять і результати аналізів на вміст крохмалю. При обробці у машинах «Каскад» спостерігається подальше зниження вмісту сміттєвої домішки і зростання натури зерна. Витрати електроенергії на обробку в залежності від ступеня лущення становлять 9-15 кВт/т. У процесі лущення зерно нагрівається до температури 30-35 градусів, його вологість знижується на 0,3-0,7 %, в основному, за рахунок висихання оболонок. Таке зниження вологості зерна, необхідно компенсувати на останньому етапі кондиціювання. Звільнене від оболонок, тепле зерно як інтенсивно висихає, так і, у разі зволоження, поглинає вологу. Процеси відволоження прискорюються, набуваючи ознак гарячого кондиціювання зі зміцненням слабкої клейковини. На цьому етапі технологу млина надається реальна можливість для виправлення помилок і промахів, які допущені на попередніх етапах кондиціювання. Правильно використовуючи ефект тепломасообміну при лущенні зерна, його зволоженні, взаємодіях з аспіраційним повітрям і транспортними комунікаціями можливо у межах останнього етапу кондиціювання як підсушити зерно на величину до 1 %, так і зволожити на величину до 2 % з розподілом доданої вологи на поверхні або вглиб зерна.
Під час розмелювання зерна, підготовленого описаним вище шляхом, змінюється характер крупоутворення у драному процесі. На подрібнення зерна потрібно набагато менше енергії, що повністю компенсує витрати енергії на лущення. Наочним підтвердженням зазначеного є те, що час служби валків до чергового нарізання збільшується у 1,5-1,7 рази. У лущеному зерні порушена цілісність оболонок і їх зв’язок з ендоспермом, тому крупо-дунстових продуктів утворюється більше, за сукупною оцінкою вони дрібніші, але кращої якості. Навіть при високих режимах подрібнення крупоутворення обмежується, в основному, першими двома системами. З урахуванням того, що питомий вміст оболонок у зерні низький, і зв’язки з ендоспермом ослаблені для вимолоту оболонок, у більшості випадків, достатньо однієї вальцьової системи. У деяких випадках, з задовільною ефективністю, замість вальцьової системи можна використовувати систему, оснащену вимольною машиною і навіть ентолейтором. Параметри валків у драному процесі рекомендуються традиційні. Однак практика показала, що з урахуванням характеру продуктів, що подрібнюють, кількість рифлів бажано зменшити на одиницю на всіх системах. За нашими спостереженнями, при тій кількості і якості крупо-дунстових продуктів, яке забезпечують описані вище технологічні фрагменти, застосування процесів збагачення на ситовійних машинах не є визначальним фактором для отримання високої якості і виходу борошна.
У розмельному процесі подрібнення крупо-дунстових продуктів не носить відмінних рис. Разом з тим, у більшості випадків, надається можливість скорочення розмельного процесу на одну систему, що пояснюється надходженням з драного процесу дрібніших продуктів, імовірно, з більшою розвиненістю мікротріщин. У випадках використання нарізних валків і (або) ентолейторів для забезпечення високих витягів на продуктах розмельних систем, значущого погіршення якості борошна нами не помічено. Гарантовано високі вилучення (60-70 % на «головних» розмельних системах) забезпечують використовувані нами ентолейтори типу «Симпактор». Застосування ентолейторів зазначеної конструкції є додатковим аргументом у прийнятті рішень про скорочення числа (довжини) вальцьових систем.
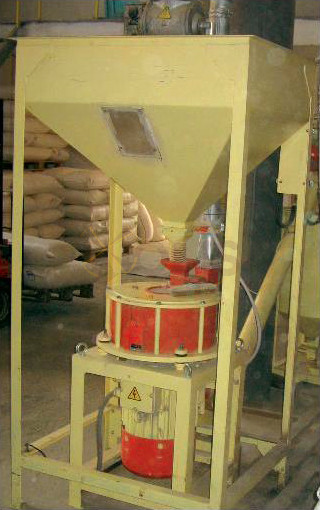
Технологічні фрагменти, основні риси яких, тенденції і засоби реалізації наведені вище, були об’єднані нами у технологію, що дозволяє промислове впровадження. Використання такої технології на різних млинах має свої особливості. Так, для застосування на млинах малої продуктивності, таких як Р6-АВМ, МВС, а також деяких моделях «Харків’янок» нами розроблені компактні типові установки, що включають машину «Каскад», необхідної продуктивності з комплектом необхідних технологічних, транспортних та інших елементів (Фото 2). Такі установки агрегатуються з відповідними марками млинів і використовують для роботи резервну частину повітря їх штатного пневмотранспорту. У ряді випадків впровадження дебраннінга вимагає внесення деяких змін у технологічні особливості розмельних відділень зазначених млинів.
Досить поширеними і затребуваними останнім часом є млини продуктивністю 40 – 60 т доб. Як правило, це імпортні агрегатовані млини або млини вітчизняної споруди, створені за індивідуальними проектами. Відмінною особливістю зазначених млинів є скорочена структура помелу, що реалізована на основі промислового обладнання. Однак, більшість таких виробництв не витримують фахової критики у частині дотримання основ технології помелу, компановних, будівельних та інших рішень. Впровадження дебраннінга на млинах описаного типу, як правило, проводиться у межах їх реконструкцій чи використовується при будівництві нових виробництв (Фото 3).


Впровадження нової технології на млинах описаних вище типів, стабільно забезпечує наступні результати. При проведенні односортного помелу, як правило, отримують 69-71% борошна білістю 58-59 од. Двосортний помел проводять з виходом борошна вищого сорту 57-65 % (білість 60 од., зольність 0,49-0,51 %), а також борошна першого сорту (білість 43-45 од., зольність до 0,72 %) до загального виходу 73-74 %. При цьому, борошну вищого сорту характерний привабливий товарний вигляд (без видимих «вкраплень» і сірого відтінку). При трисортному помелі, загальний вихід борошна становить 74-75 %, що забезпечується відбиранням 2-3 % борошна другого сорту. Фактична продуктивність млинів збільшується на 20-25 %, а витрати електроенергії не перевищують 70 кВт на тонну переробленого зерна.
У таблиці наведені результати помелу на млині продуктивністю 100 т/доб., реконструйованому з використанням машин «Каскад». Крім впровадження у підготування зерна дебраннінга, істотних змін зазнало і розмелювальне відділення. Шляхом скорочення двох систем довжину вальцьової лінії було зменшено на 17 %, а вивільнену частину поверхні, що просіює, спрямовано на зниження величини «недосіву» і як результат – обороту продуктів. За результатами реконструкції загальна довжина вальцьової лінії склала 1200 см при загальній площі поверхні, що просіює, 58,2 кв.м. Розмельне відділення включає 4 драних, 2 сортувальні, 2 шліфувальні і 4 розмельні системи. Шліфувальна і дві розмельних системи реалізовані з використанням мікрошорстких валків. У свою чергу, розмельні системи з мікрошорсткими валками оснащені ентолейторами. Збагачення крупо-дунстових продуктів проводиться у двох двокорпусних ситовійних машинах. Для додаткового вимолоту оболонкових частинок передбачені дві вимольні машини. Слід зауважити, що наведені у таблиці дані отримані при переробці зерна, що містить дрібну фракцію у кількості до 15 %. Не дивлячись на це, зазначені результати, як мінімум, не поступаються результатам помелу на млинах продуктивністю 250-300 т/доб. з розвиненою структурою технологічного процесу, реалізованого комплектним обладнанням. Крім того, на переробку тонни зерна витрачається на 30 % менше електроенергії, а на створення виробництва тотожною продуктивності потрібно у 1,5 рази менше капіталовкладень в устаткування і будівельну частину.
Підводячи загальний підсумок, зауважимо, що впровадження технології, характерні фрагменти якої описані вище, на десятках існуючих млинів самої різної продуктивності і оснащеності, а також використання при створенні нових виробництв, підтвердили її ефективність і дозволяють говорити про досягнуті практичних успіхи.
Таблиця. Результати роботи млина продуктивністю 100 т/доб.
| односортний помел |
двосортний помел |
трисортний помел |
|
| Зольність початкового зерна, % | 1,7 | 1,79 | 1,7 |
| Зольність зерна на 1-й драній системі | 1,47 | 1,61 | 1,55 |
| Вихід борошна в/с, %, білизна, од./зольність, % |
71,6 59 / 0,52 |
69,0 59 / 0,51 |
63 60 / 0,49 |
| Вихід борошна 1/с, %, білизна, од./зольність, % |
——- | 4,7 47 / 0,68 |
7,6 46 / 0,68 |
| Вихід борошна 2/с, %, білизна, од./зольність, % |
——- | ——- | 5,3 21 / 1,15 |
| Загальний вихід борошна, % | 71,6 | 73,7 | 75,9 |
| Маса партії, т | 1895 | 976 | 3290 |
| Середня добова продуктивність, т/доб. | 100,4 | 100,3 | 100,7 |
| Витрата електроенергії на тонну зерна, кВт/т | 74,4 | 74,3 | 75,5 |
опубліковано у виданні
“Хранение и переработка зерна”
№9 2008 р.