



























Energy intensity of wheat husking in preparation for grinding
As you know, one of the effective methods of preparing wheat for grinding is hulling. Taking into account the anatomical features of the structure of wheat grain, it is most expedient to peel it by processing it in hulling and grinding machines with an abrasive rotor. However, the peeling of wheat, like grains of a number of other crops, is one of the most energy-intensive processes in grain processing, which in some cases hinders the practical use of this operation in preparation for grinding. The laws of peeling processes in peeling and grinding machines with an abrasive rotor have been theoretically substantiated in the works of many authors. However, the complexity of determining a number of quantities included in analytical expressions does not allow them to be used in practice. Existing work on practical improvement of the design of such machines is not systematically aimed at reducing the energy intensity of peeling. Thus, there is no reliable information about the possibility and ways of reducing energy costs when processing grain in hulling and grinding machines.
The purpose of the work, the results of which are presented in this article, is to experimentally determine the patterns of peeling processes, the practical use of which would allow the improvement of peeling and grinding machines in the direction of energy saving.A qualitative analysis of the peeling process shows that the factors that can most significantly influence its energy intensity include the degree of filling of the working area of peeling and grinding machines, the characteristics of their working parts (grinding wheels and sieve shell), the peripheral speed of the abrasive rotor, the distance between the rotor and sieve shell, as well as the characteristics of the processed grain.
In continuous peeling and grinding machines, the degree of filling of the working area is the only and very important operationally adjustable parameter. By changing the degree of filling of the working area, the main production problem of peeling is solved: in the range of installed drive power, the required machine performance G is set while ensuring the required peeling index value k.
The characteristics of the working parts of peeling and grinding machines are, as a rule, established by their developers, but in some cases they can be changed during operation. Our previous studies (1) established that the variety of characteristics of the material of grinding wheels in relation to grain peeling reflects their intensity of self-sharpening. The defining characteristic of the sieve shell is the degree of its roughness, which determines the amount of external resistance to the movement of the processed grain flow.
The individual parameters of each specific machine design include the rotation speed of the abrasive rotor Vр and the distance between the rotor and the sieve shell B.However, it should be taken into account that during the operation of grinding wheels, their wear entails a decrease in the value of Vр and an increase in the value of B.
Among the characteristics of the processed grain from the point of view of practical use, its moisture content should be highlighted. This parameter changes significantly during grain conditioning, therefore, studying the effect of humidity on the energy intensity of peeling is required in order to clarify the structure of preparation for grinding, taking into account energy saving.
Experimental studies were carried out using a laboratory hollendr, the design of which made it possible to process grain samples of different initial mass Mish and quality for different periods of time t, while changing the characteristics of the working bodies by replacing them, the peripheral speed of the rotor Vр and measuring the drive power spent on peeling Nsh . The amount of energy Esh spent on peeling the sample to a certain value of the peeling index k was calculated as the integral sum of the drive power Nsh during the processing time t. The experiments were carried out under conditions of self-sharpening grinding wheels and in the range of effective peeling conditions (1).
The degree of filling of the working area was modeled by changing the initial mass Misch of the tested grain samples. In Fig. Figure 1 shows graphs of the dependences k = f(t) and Eshu = f(t), made at different values of Mish. As the analysis of the graphs shows, an increase in the values of Mish entails an increase in the intensity of peeling, which for continuous machines is associated with an increase in productivity, and also causes a significant increase in the specific energy consumption of Esh.
As shown by preliminary experiments carried out at values of Mish = const., a change in the values of all the above parameters entails a change in the intensity of peeling. So, with an increase in the intensity of self-sharpening of grinding wheels, the degree of roughness of the sieve shell Z or the peripheral speed of the abrasive rotor Vр, the intensity of peeling increases.With an increase in the distance between the abrasive rotor and the sieve shell B, as well as the grain moisture content W, the peeling intensity decreases. Thus, when ensuring identical values of the peeling index k, a change in peeling productivity G is observed, defined as Mish / t. Under such conditions, comparative assessments of energy intensity are not correct. Since the values of k and G are the main and interrelated characteristics of the operation of continuous machines, further research and comparison of the results obtained were carried out under the condition k = const. and G=const., which was ensured by selecting the appropriate values of Mish and t during the experiments.
It has been established that, provided that the values of k and G are ensured in the compared experimental results, an increase in the intensity of self-sharpening of grinding wheels, the degree of roughness of the sieve shell Z or the peripheral speed of the abrasive rotor Vр leads to a decrease in the specific peeling energy consumption Eshu. At the same time, if the specified conditions are met, an increase in the values of B or W entails an increase in the specific energy consumption of Yeshu peeling.
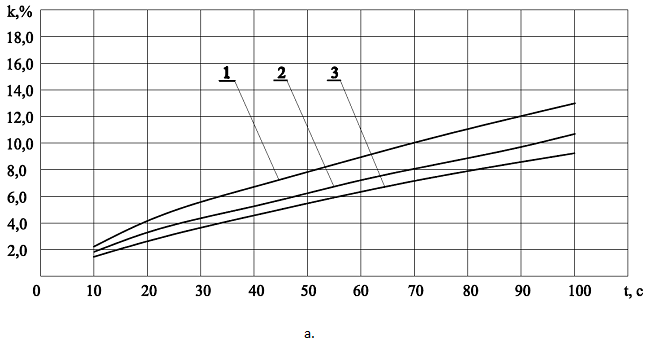
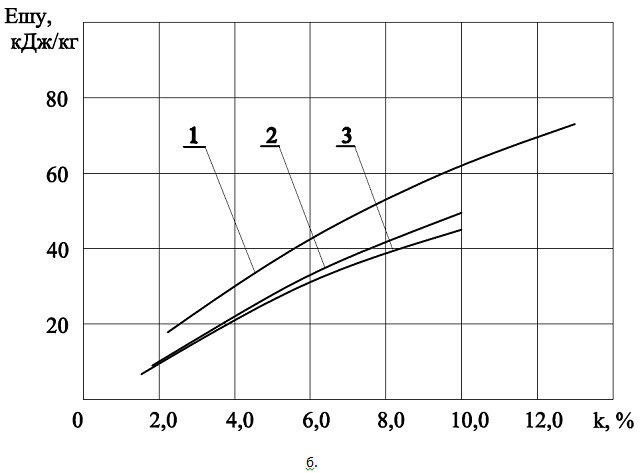
Rice. 11. Dependency graphs: a) k = f(t); b) Eshu = f(k). 14A F60 CM1; Vр = 11.0 m/s. 1 – Miskh = 0.25 kg;
2 – Miskh =0.225 kg; 3 – Miskh =0.2 kg.
As an example, Tables 1 and 2 show peeling indicators for different values of the degree of roughness of the sieve shell Z (Z1 ˂ Z2) and the distance between the abrasive rotor and the sieve shell B.
Table. 1.
Peeling indicators for different values of sieve shell roughness Z (Z1 ˂ Z2)
|
Value resistance Z |
Z1 |
Z2 |
Z1 |
Z2 |
|
k,% |
12.8 |
12.9 |
6,6 |
6.5 |
|
t, s |
100 |
85 |
80 |
60 |
|
Miskh., kg |
0.25 |
0.21 |
0.2 |
0.15 |
|
G, kg/s |
0.0025 |
0.0025 |
0.0025 |
0.0025 |
|
Esh, kJ |
20.8 |
14.3 |
7.0 |
4.2 |
|
I eat, kJ/kg |
83.2 |
68.1 |
35.0 |
28.0 |
Table. 2.
Peeling indicators at different distances between the abrasive rotor and the sieve shell B
|
V,mm |
9.5 |
12.5 |
9.5 |
12.5 |
|
k,% |
5.0 |
5.0 |
3.6 |
3.6 |
|
t, s |
70 |
100 |
60 |
80 |
|
Miskh., kg |
0.175 |
0.25 |
0.15 |
0.2 |
|
G, kg/s |
0.0025 |
0.0025 |
0.0025 |
0.0025 |
|
Esh, kJ |
3.6 |
5.4 |
1.4 |
2,1 |
|
I eat, kJ/kg |
20.6 |
21.6 |
9.3 |
10.5 |
The results obtained during the research allow us to formulate a number of conclusions that have important practical value.
The energy intensity of peeling in peeling and grinding machines with an abrasive rotor varies widely and significantly depends on many factors, some of which are not stable during the processing process. Therefore, an accurate assessment of the energy intensity of peeling is possible only for each particular case of its implementation at certain values of productivity and peeling index. Determining the average values of peeling energy intensity based on production experience is obviously the most appropriate assessment method for practical use.
When creating peeling and grinding machines, one should strive to provide a larger working surface area of the abrasive rotor, which allows them to increase the volume of their working area. At the same time, the required productivity values and peeling indices will be provided at lower degrees of filling of the working area, therefore, with lower energy costs.
The use of grinding wheels with a high intensity of self-sharpening, sieve shells with increased roughness, as well as an increase in the peripheral speed of the abrasive rotor leads to the intensification of peeling processes and a decrease in their energy intensity. These measures should be used in the development of designs for peeling and grinding machines, and in some cases can also be implemented on existing machines during their operation.Timely replacement of worn grinding wheels of peeling and grinding machines contributes to energy saving during their operation.
When developing a structure for preparing grain for grinding in order to save energy, priority should be given to the peeling of dry grain, i.e. Peeling treatment should be carried out before conditioning.
For energy saving purposes, it is advisable to reduce the actual productivity of each peeling and grinding machine used by increasing their total number.
Literature:
1. Properties and features of the interaction of grinding wheels with grain during the peeling process. Vereshchinsky A.P., “Storage and processing of grain” No. 11, 2011.