
















Vereshchynskyi A.P., doktor inżynierii, dyrektor generalny OLIS LLC,
Muzyka N.S., inżynier procesu, OLIS LLC
Powszechnie wiadomo, że obróbka wodno-cieplna (WHT) w procesie mielenia mąki służy do zmiany właściwości technologicznych ziarna w ukierunkowany sposób w celu stworzenia optymalnych warunków do jego przetwarzania na mąkę odmianową. W rezultacie zwiększa się elastyczność łuski ziarna i zmniejsza się wytrzymałość bielma, co zapewnia wydajność dalszego selektywnego mielenia. W ten sposób osiąga się cel mielenia odmianowego: rozdrobnione bielmo jest ekstrahowane na mąkę, podczas gdy łuski są wysyłane do otrębów. Ponadto podczas procesu mielenia zmieniają się właściwości biochemiczne ziarna i wytwarzanej z niego mąki: zmniejsza się zawartość popiołu w mące, wzrasta wydajność i jakość glutenu oraz wzrasta aktywność enzymów. Biorąc pod uwagę znaczenie jego wpływu na wyniki produkcji, WTO jest podstawą przygotowania ziarna do stopniowanego przemiału.
Zgodnie z obecną klasyfikacją, która opiera się na specyfice wykorzystania czynnika temperatury podczas obróbki ziarna, istnieją metody kondycjonowania na zimno i na gorąco. Analiza porównawcza efektywności technologicznej metod WTO wskazuje, że kondycjonowanie na gorąco jest nieco bardziej wydajne, ale jest znacznie bardziej skomplikowane niż kondycjonowanie na zimno, wymaga drogiego sprzętu, a podgrzanie ziarna do temperatury 50-70°C wiąże się ze znacznymi kosztami energii. Obecnie, ze względu na powyższe cechy, krajowe młyny nie stosują metod kondycjonowania na gorąco, a w kontekście globalnego niedoboru energii i jej wysokich kosztów, tracą one swoje perspektywy.
Jednocześnie kondycjonowanie na zimno ma również pewne istotne wady. Głównym problemem kondycjonowania na zimno jest ograniczona zdolność absorpcji wody przez ziarno, co w niektórych przypadkach wymaga jego nawilżania w kilku etapach z pośrednim nawilżaniem. Organizacja wieloetapowego kondycjonowania znacznie zwiększa koszty uruchomienia i eksploatacji linii do kondycjonowania ziarna na zimno. Ponadto, aby zapewnić efekt technologiczny kondycjonowania na zimno, konieczne jest długotrwałe odwodnienie ziarna, co wymaga pojemników o dużej pojemności. Zgodnie z aktualnymi zaleceniami [1], przyrost wilgotności podczas jednego etapu nawilżania nie przekracza 3,0-3,5%, a całkowity zalecany czas nawilżania może wynosić ponad 24 godziny.
Jak wynika z przeglądu literatury, wady kondycjonowania na zimno wynikają ze specyfiki budowy anatomicznej ziarna i właściwości higroskopijnych jego składników. W pracach G.A. Egorova, E.D. Kazakova, L.N. Lyubarsky’ego [2 … 4], a także innych badaczy krajowych i zagranicznych, mechanizm interakcji wody z ziarnem został kompleksowo i dogłębnie zbadany. Ustalono, że w kontakcie z wodą ziarno niemal natychmiast wchłania 3-5% wilgoci, a dopiero po 15-30 minutach jego zawartość wilgoci dalej wzrasta. To początkowe „wychwytywanie” wody odbywa się przez okrywę owocową ziarna i jest określane przez stopień rozwoju ich naczyń włosowatych i porów.
Dalsze nawilżanie ziarna wiąże się ze znacznym zahamowaniem przenikania wilgoci do bielma przez okrywę nasienną i warstwę aleuronową. Okrywa nasienna, posiadająca słabo wyrażony system kapilarny, nasyca się wilgocią znacznie wolniej niż okrywa owocowa i ma mniejszą zdolność jej migracji do wnętrza ziarniaka pszenicy. Warstwa aleuronowa charakteryzuje się wysoką hydrofilowością i przepuszczalnością wody, co wynika z wysokiej zawartości białka w jej komórkach. Ze względu na silne zatrzymywanie wody w warstwie aleuronowej, nawilżanie bielma następuje z opóźnieniem 0,5-1,0 godziny.
Nawilżenie bielma wiąże się z jego aktywnym rozluźnieniem w wyniku tworzenia się sieci mikropęknięć. Rozluźnienie bielma jest głównym czynnikiem wpływającym na poprawę właściwości przemiałowych ziarna w wyniku SOT. Zmianie tej towarzyszy pęcznienie ziaren i zmniejszenie ich szklistości. Dane zgromadzone przez naukę i praktykę pokazują, że koniec okresu rozluźnienia bielma, który jest określony przez ustanie powyższych procesów, odpowiada uzyskaniu optymalnych właściwości przemiałowych przez ziarno. Co więcej, im większy wzrost wilgotności i im większa szybkość jej przenoszenia, tym bardziej znacząca poprawa właściwości przemiałowych ziarna.
Praca L. N. Lyubarsky’ego [4] dowiodła wyjątkowej roli zarodka w nawilżaniu ziarna, który „pompuje” wodę do ziarna za pomocą dyfuzji i sił osmotycznych. Należy zauważyć, że nawilżanie ziarna przez zarodek jest bardziej intensywne w porównaniu do nawilżania przez łuski. Ponadto, pod wpływem działania enzymów zarodkowych, podczas procesu HWO następuje masowy transfer minerałów z łuski i warstwy aleuronowej do bielma, a następnie do zarodka. W wyniku tego transferu zawartość popiołu w łuskach, warstwie aleuronowej i bielmie spada, podczas gdy zawartość popiołu w zarodku wzrasta.
Przeprowadzona analiza pozwala na sformułowanie hipotezy o możliwości intensyfikacji procesów zimnego kondycjonowania ziarna poprzez jego wstępne obłuskiwanie. Zwiększenie powierzchni czynnej okrywy owocowej w wyniku obłuskiwania powinno zwiększyć zdolność absorpcji wody przez ziarno, a ukierunkowane zniszczenie integralności okrywy nasiennej i warstwy aleuronowej powinno przyczynić się do zwiększenia szybkości przenikania wilgoci do bielma. Jednocześnie wiadomo, że mechaniczne oddziaływanie na ziarno, takie jak łuszczenie, może mieć negatywny wpływ na jego żywotność. Oczywiście nadmierne uszkodzenie zarodka jest czynnikiem, który ogranicza wykorzystanie obłuskiwania do intensyfikacji procesów kondycjonowania.
Aby przetestować tę hipotezę, przeprowadziliśmy serię badań laboratoryjnych w celu zbadania żywotności, zdolności absorpcji wody przez ziarno oraz kinetyki jego obłuszczania po obróbce różnymi wskaźnikami obłuskiwania k. Wpływ obłuskiwania ziarna na żywotność ziarna badano poprzez oszacowanie jego energii kiełkowania Ep, którą określono standardową metodą. Rys. 1 przedstawia wykresy zależności energii kiełkowania Ep od wskaźnika obłuskiwania k dla próbek pszenicy o różnych wartościach początkowych Ep.
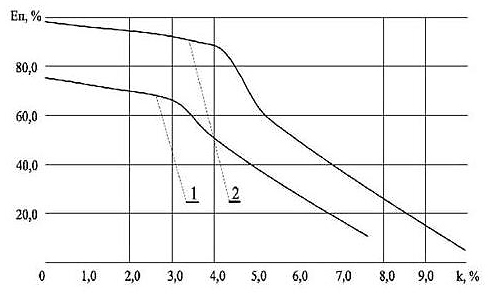
Rys. 1. Wykresy energii kiełkowania Ep w zależności od wskaźnika złuszczania k.
Próbka początkowa: 1 – E n = 75,0%;2 – E n = 98,0%.
Z analizy wykresów (rys. 1) wynika, że w zakresie wartości k = 3-4% obserwuje się gwałtowny spadek energii kiełkowania Ep. Jednocześnie część ziaren charakteryzuje się odsłonięciem organów wewnętrznych zarodka. Dalszy wzrost wartości k wiąże się ze zwiększonym uszkodzeniem zarodków, a także pojawieniem się odsłoniętych obszarów bielma na powierzchni ziaren. Badanie ziaren podczas kiełkowania pokazuje, że ich odsłonięte powierzchnie przyczyniają się do aktywnego rozwoju grzybów pleśniowych. Tak więc spadek energii kiełkowania aż do całkowitej utraty żywotności obłuskanych ziaren jest związany zarówno z mechanicznym uszkodzeniem zarodków, jak i wpływem pleśni. Należy zauważyć, że aktywność pleśni prowadzi do zmian w specyficznych właściwościach kompleksu białkowego ziarna, a w rezultacie do obniżenia jego wartości odżywczej, pogorszenia właściwości wypiekowych i powstawania licznych mikotoksyn, z których niektóre są rakotwórcze. Ponadto zaobserwowano, że ziarno przetwarzane przy wartościach k przekraczających 3-4% jest podatne na zbrylanie i sklejanie się z utratą sypkości po zwilżeniu i odwodnieniu.
Zdolność ziarna do pochłaniania wody została określona przez jego bezpośrednie zanurzenie w wodzie zgodnie z następującą metodą [2]. Próbki ziarna zanurzano w wodzie na różne okresy czasu. Po wyjęciu z wody próbki natychmiast suszono między arkuszami bibuły filtracyjnej, osuszano przez 24 godziny oddzielnie w szczelnie zamkniętych pojemnikach, ich zawartość wilgoci oznaczano metodą standardową i obliczano przyrost wilgoci ΔW. Wyniki tych eksperymentów przedstawiono na rys. 2.
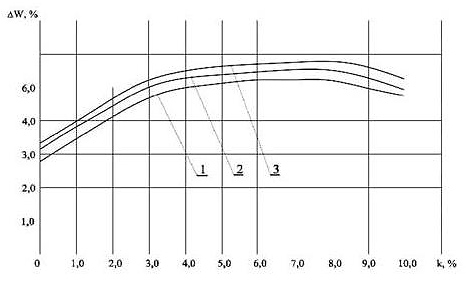
Rys. 2. Wykresy przyrostu wilgotności ΔW w zależności od wskaźnika złuszczania k.
Próbka początkowa: W = 12,87 %.
Czas zanurzenia w wodzie: 1 – 10 s; 2 – 20 s;3 – 30 s.
Wzrost wartości wilgotności określony dla ziarna niełuskanego (ΔW = 3,0-3,5%) jest identyczny z wynikami uzyskanymi przez badaczy wcześniej i wskazuje, że zalecany wzrost wilgotności dla jednego etapu kondycjonowania [1] wynika z ostatecznej zdolności absorpcji wody przez ziarno niełuskane. Nasze dane pokazują, że wzrost wskaźnika obłuskiwania k powoduje znaczny wzrost wartości ΔW, szczególnie w zakresie k = 0-3%. Jednocześnie, przy wartościach wskaźnika obłuskiwania k większych niż 8%, obserwuje się spadek wzrostu wilgotności ziarna.
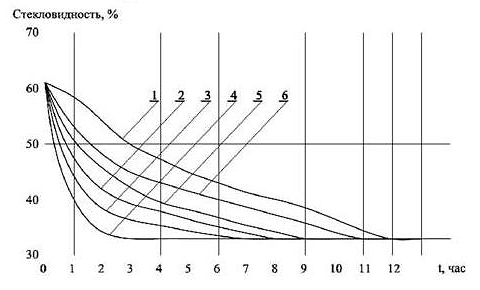
Rys. 3. Wykres zmian zawartości ciała szklistego w funkcji czasu zwilżania t:
1 – k=0%; 2 – k=1‚5%; 3 – k=3‚1%; 4 – k=5‚1%; 5 – k=7,4%; 6 – k=8‚9%
Kinetykę nawilżania ziarna badano na podstawie spadku jego szklistości. Próbki ziaren nawilżano z takim samym wzrostem wilgotności i odwadniano w hermetycznym pojemniku. Po każdej godzinie nawilżania określano ich szklistość. Rys. 3 przedstawia wykresy zależności szklistości ziaren od czasu nawilżania t przy różnych wartościach k.
Wyniki pokazują, że wzrost wskaźnika obłuskiwania k prowadzi do znacznego wzrostu szybkości nawilżania ziarna. Jednocześnie maksymalna szybkość nawilżania obserwowana jest w zakresie wartości do 5%. Dalszy wzrost wartości wskaźnika łuszczenia k prowadzi do spadku szybkości nawilżania.
Wzory pokazane na rysunkach 2 i 3 potwierdzają słuszność tej hipotezy. Osobliwości uzyskanych zależności tłumaczy się zmianą struktury warstw powierzchniowych ziarna, a także ilościową zawartością jego części anatomicznych o różnych właściwościach higroskopijnych, spowodowaną efektem obłuskiwania. W zakresie wartości k = 0-3% wzrost zdolności absorpcji wody wskazuje na wzrost powierzchni czynnej łuski. Jednak zachowanie struktury i ilościowej zawartości warstwy aleuronowej, która gromadzi wilgoć, zapobiega wzrostowi współczynnika zwilżania ziarna do wartości maksymalnych. Dalszy wzrost k wiąże się z utratą znacznej liczby okryw owocowych przez ziarniaki i spadkiem żywotności zarodka, co powinno prowadzić do zmniejszenia zdolności absorpcji wody przez ziarno. Jednak brak okrywy owocowej i uszkodzenie integralności okrywy nasiennej stwarza warunki do bezpośredniego przedostawania się wilgoci do warstwy aleuronowej, co kompensuje jej „wychwytywanie”, choć z mniejszym wzrostem. Maksymalne tempo nawilżania obserwowane w obszarze k = 5% jest prawdopodobnie spowodowane utratą większości okrywy nasiennej przez ziarna i rozwojem łez w warstwie aleuronowej, co poprawia przenikanie wilgoci do bielma. Spadek specyficznej zawartości warstwy aleuronowej (przy wartościach k powyżej 5%), która jest wysoce higroskopijna i zdolna do niezawodnego zatrzymywania wchłoniętej wilgoci, prowadzi do zmniejszenia zdolności absorpcji wody przez ziarno i szybkości jego odwodnienia. Wiadomo, że po uwodnieniu białka bielma tworzące gluten tworzą strukturę warstwy powierzchniowej charakteryzującą się zmniejszoną przepuszczalnością wilgoci. W związku z tym bielmo odsłonięte przez obłuskiwanie nie jest w stanie szybko wchłonąć znacznej ilości wilgoci i niezawodnie jej zatrzymać.
Wyniki naszych badań pozwalają nam wyciągnąć następujące wnioski.
- Wstępne obłuskiwanie pszenicy znacznie zwiększa jej zdolność absorpcji wody i szybkość przenikania wilgoci do bielma.
- Przygotowanie ziarna przez obłuskiwanie do kondycjonowania powinno odbywać się bez narażania organów wewnętrznych zarodka i bielma (k = 3-4%), co w większości przypadków pozwala ograniczyć HTO do jednego etapu i zapewnić jego efektywność technologiczną przy znacznym skróceniu czasu nawilżania.
- Obłuskiwanie ziarna do wartości indeksu k, które zapewniają najwyższą możliwą szybkość migracji wilgoci, można wykorzystać po pierwszym etapie kondycjonowania, aby szybko skorygować jego wyniki na kolejnym etapie kondycjonowania.
- Powszechne wprowadzenie metody intensyfikacji obróbki cieplnej ziarna przez obłuskiwanie wymaga dopracowania powyższych wyników w oparciu o praktykę młynarską i opracowania odpowiednich trybów, uwzględniających różnice w jakości przemiału partii ziarna wchodzących do przerobu.
Opublikowano na podstawie materiałów
„Przechowalnictwo i przetwórstwo zbóż”
czasopismo naukowe i praktyczne
Nr 6 (156) styczeń 2012 r.
LITERATURA
- Zasady organizacji i zarządzania procesem technologicznym w młynach. – Kijów: Kijowski Instytut Produktów Piekarniczych, 1998. – С.17
- Egorov G.A. Technologiczne właściwości ziarna. – Moskwa: Agropromizdat, 1985. – 333с.
- Kazakov E.D. Higroskopijność składników ziarna // Proceedings of MTIPP. – 1952. -С. 64-68.
- Lyubarsky L.M. Rye – Moskwa: Wydawnictwo literatury technicznej i ekonomicznej, 1956. – 264 с.